■ 随着纺织工业,尤其是化纤产业的迅猛发展,陶瓷导丝器的作用越来越多地受到业内人士的重视,导丝器质量欠佳或选型不当都会在纺织初始工序一纺丝/纱过程中造成“白粉”、“毛丝”及“毛羽”,等不良现象的发生,从而导致终端产品质量下降。
■ 与其它行业用陶瓷不同,应用于纺织工业的陶瓷导丝器的表面粗糙度是判定其工效的一个至关重要的因素。原因是粗糙度决定了丝/纱线在与导丝器接触时的摩擦系数(见示例图表),而摩擦系数又决定了丝/纱线与导丝器摩擦生热的程度。过热的导丝器会使丝/纱线,尤其是化纤丝,发生“形变”,在导丝器表面产生“粘附”效应,反过来使摩擦系数变的更高,最终导致上述不良现象的发生。
针对上述情况,大田瓷业开发出了不同表面粗糙度的导丝器为广大用户根据各自不同的工艺状况提供了合适的选择:
1.自然烧结表面: Ra = 0.6 - 0.8 μm 2.一般抛光处理表面: Ra ≤ 0.4 μm 3.精细抛光处理表面: Ra ≤ 0.2 μm 4.低摩擦处理表面: Ra = 0.3 - 0.4 μm | 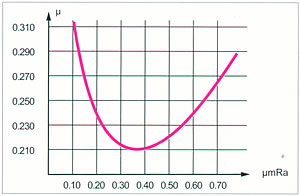 |
 | |||
| ■自然烧结表面 | ■一般抛光处理 | ■精细抛光表面 | ■低摩擦表面 |
导丝器应用推荐:
自然烧结表面 | 一般抛光处理 | 精细抛光表面 | 低摩擦表面 |
| 普通的纺纱、织造 | 纱线加捻、气流纺等关键部位。 化纤丝纺丝工艺中经牵伸、热定型后的卷绕段。 化纤丝加弹工艺中经加捻、解捻、热定型后的卷绕段。 | 化纤丝加弹工艺中加捻及热定型段。 | 化纤丝纺丝工艺中自上油至卷绕前各段。 化纤丝加弹工艺中自原丝架至第一热箱人口前 的高张力部位。 |
请注意:以上推荐仅供参考,客户应根据自己的工艺条件及实践经验作出更适当、更经济的选择。例如,在常规的纺丝过程中在不影响丝品质的前提下亦可更经济地选择一般抛光表面导丝器。
在选用上油嘴时应考虑以下因素:
1.纺丝速度:
若纺丝速度低于4,000 m/min,可考虑使用一般抛光处理表面的油嘴。
若纺丝速度高于4,500 m/min,应考虑使用低摩擦处理表面的油嘴。
2.化纤丝的规格、粗细:
对于单丝纤度大于1dpf的品种,可考虑使用一般抛光处理表面的油嘴。
对于单丝纤度小于1dpf的品种,应考虑使用低摩擦处理表面的油嘴。
3.化纤丝材料:
锦纶丝及全消光涤纶丝的生产对上油嘴的设计及表面处理有特殊的要求。
本公司可提供油嘴选型服务,用户在咨询时请提供上述相关信息。
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
